|
ЛиндричесКую стальную оправку— дорн. Дорн секционирован. За счет вращения дорна и возвратно-поступательного движения его секций обеспечивается вращательно-поступательное движение трубы. Нагрев кромок осуществляется аналогично предыдущим случаям. Кромка трубы постоянно находится на металлической оправке. При ее нагреве до сварочной температуры необходимо компенсировать отсос тепла металлом оправок. Это достигается установкой нижнего контакта на большем расстоянии от точки сварки, чем устанавливается верхний контакт на подаваемой полосе. Осадка свариваемых кромок осуществляется обкаткой места сварки стальным роликом. Величина нахлестки кромок может составлять доли миллиметра. Скорость сварки зависит от мощности установленного генератора и может достигать 100 м/мин. Фотография опытной установки, обеспечивающей сварку спиральных труб диаметром 100 мм с толщиной стенки 0,2—0,3 мм, представлена на рис. 39. По этому принципу могут быть созданы установки для изготовления труб практически любого диаметра. Тонкостенные спиральные трубы обладают высокой прочностью сварного шва и могут использоваться для изготовления различной тары, воздуховодов, каналов для транспортировки сыпучих материалов и других целей. 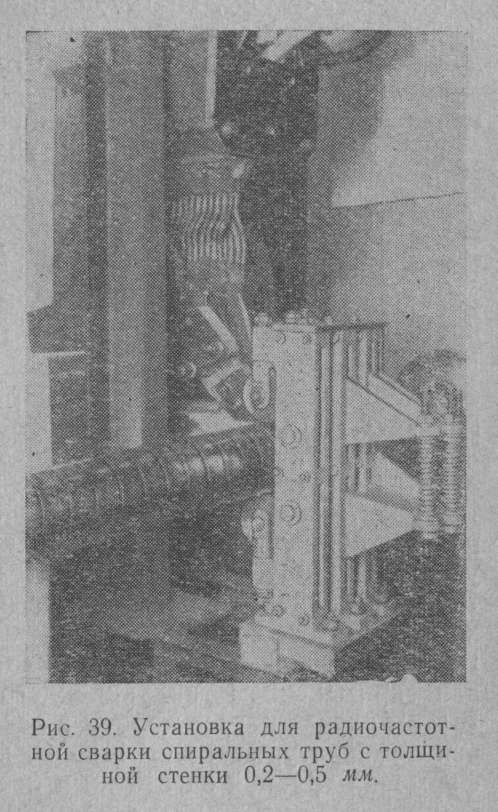 Следующая страница |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
продвижение сайтов сочи
|