|
Время нагрева кромок трубной заготовки с толщиной стенки от 2 до 8 мм при скорости сварки от 30 до 60 м/мин составляет примерно от 0,5 до 3 сек. Надежная в работе конструкция индуктора может быть выполнена при рабочей длине его не более 500 мм. При расчете указанным способом длина индуктора может составлять значительно большую величину (I м и более). В этом случае нужно устанавливать два или три 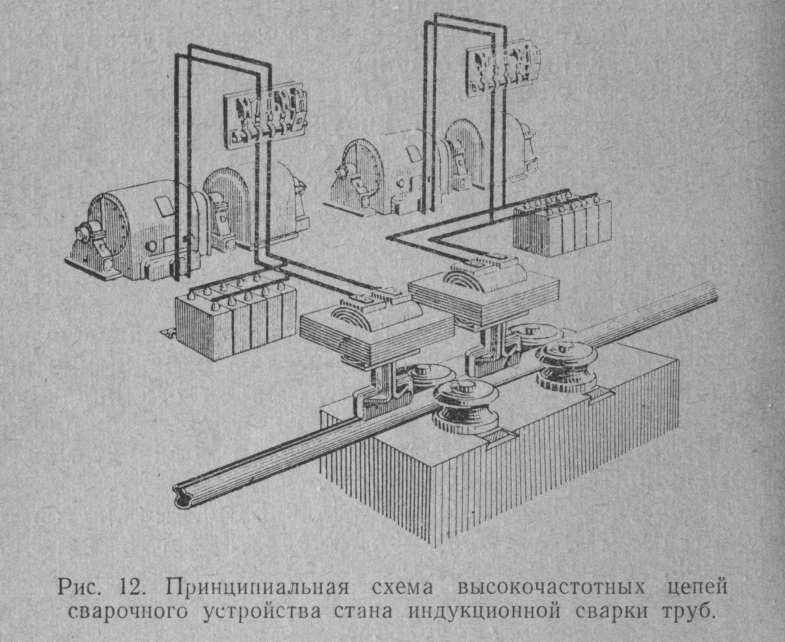
индуктора длиной до 500 мм. Индукторы устанавливаются один за другим по ходу трубной заготовки. Первые индукторы служат для предварительного нагрева кромок, (последний — для доведения их до сварочной температуры. На коэффициент .полезного действия сварочного устройства большое влияние оказывает зазор между индуктором и трубной заготовкой. Обычно он принимается равным 1,5—2,0 мм. Увеличение зазора до 3 мм увеличивает расход энергии на сварку труб примерно на 15— 20%, а при зазоре 5 мм расход энергии возрастает вдвое, Принципиальная схема включения высокочастотного оборудования в станах индукционной сварки труб представлена на рис. 12. Ток высокой частоты от машинных Предыдущая страницаСледующая страница |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
создание сайтов ставрополь
|