Інтернет магазин парфуми здесь
Смотрите описание інтернет магазин парфуми здесь.
reva4ever.com
|
У сварных труб из низкоуглеродистых сталей диаметром до 200 мм толщина стенки не превышает 8 мм. Ввиду этого при индукционной сварке практически используются две частоты тока: 2500 и 8000 гц. Для получения качественной сварки труб и сокращения расхода энергии необходимо получить достаточно узкую зону нагрева металла на кромках трубной заготовки. Как говорилось выше, величина осадки при сварке труб составляет 0,5—1,0 толщины стенки. Для того чтобы осуществить такую деформацию кромок, нужно иметь зону нагрева несколько шире этой величины. Ширина зоны нагрева определяется, главным образом, шириной индуктирующего провода индуктора, которая во всех случаях составляет 10—14 мм. Сделать индуктирующий провод уже 10 мм не представляется возможным. Нагрев кромок под сварку целесообразно осуществлять при высоких удельных мощностях, что позволяет сократить габариты сварочного устройства и сократить передачу энергии теплопроводностью от нагретых кромок к телу трубной заготовки. Предел повышения удельной мощности определяется возможностью охлаждения индуктора, а следовательно, обеспечением его надежной работы. При интенсивном водяном охлаждении индуктора удельная мощность при нагреве под сварку может быть принята равной 10 квт/см2. Пользуясь полученными величинами, можно определить рабочую длину индуктора и время нагрева кромок. 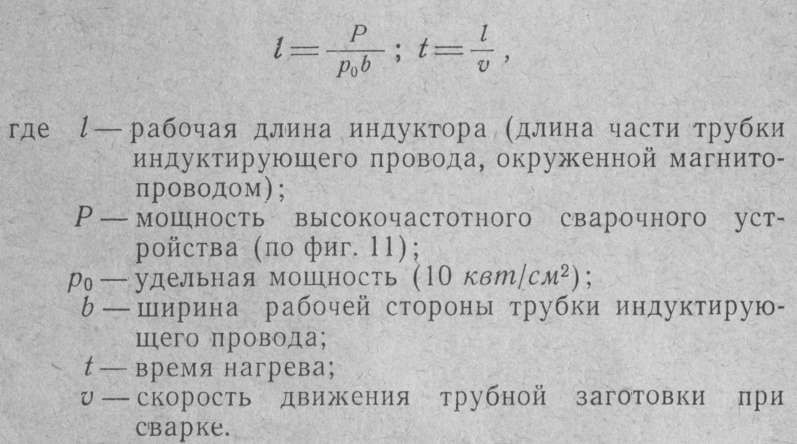 Предыдущая страница
Предыдущая страницаСледующая страница |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
программы на заказ
|