|
Недостатком направляющих прямоугольного и V-образного профилей является их сильная засоряемость металлической стружкой и пылью. На фиг. 99, г, д изображены схемы крепления накладных направляющих, которые изготовляются отдельно от станины станка. Материалом для накладных направляющих служит сталь или легированный чугун. Накладные направляющие подвергают химико-термической обработке (цементируют, нитрируют) для повышения их износоустойчивости. 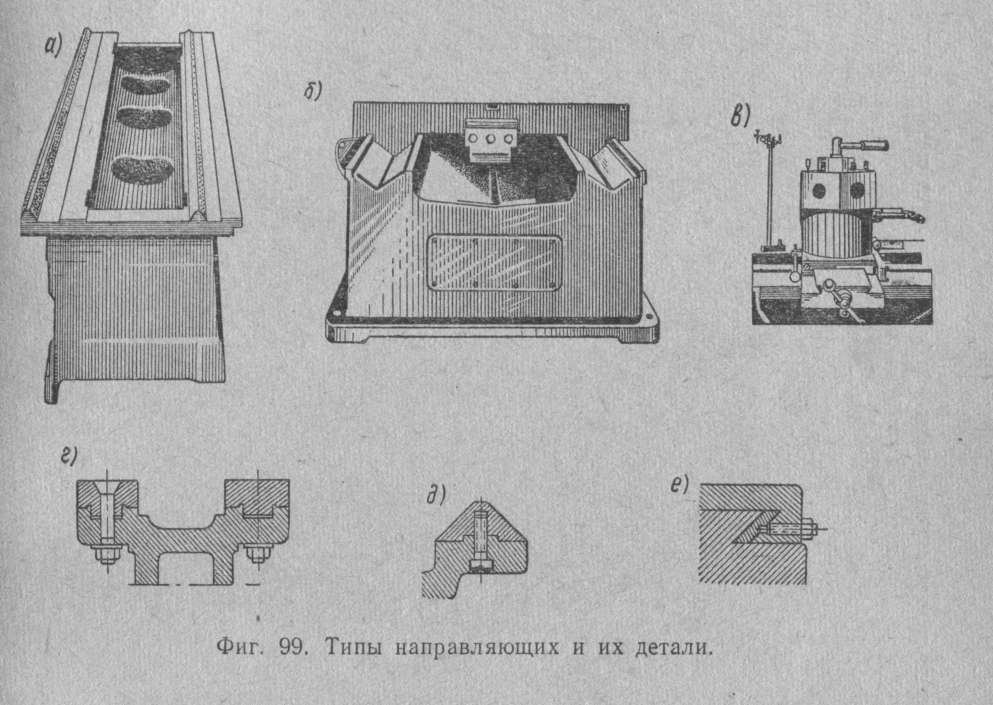
Для регулирования величины зазора между направляющими и подвижной деталью применяют компенсаторы (фиг. 99, е). В качестве компенсаторов используют прямоугольные планки или клинья с уклоном от 1 : 40 до 1 : 100, поджимаемые винтами. Технические требования к направляющим состоят в следующем: направляющие должны быть параллельны и прямолинейны, иметь одинаковую твердость по всей длине и быть хорошо пришабрены или шлифованы. При проверке на краску на площади 25 X 25 мм должно быть расположено не менее 12—18 равномерно распределенных пятен. Разница в твердости чугунных направляющих длиной до 4 м не должна превышать 25 единиц по Бринелю. Допустимое отклонение от прямолинейности на длине 1000 мм направляющих металлорежущих станков равно 0,02-f-0,05 мм. Предыдущая страницаСледующая страница |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
создание и продвижение сайтов москва
|