|
получается неравномерным, так как сечение канавки по всей длине одинаково. Выбор того или иного способа зависит от модуля и количества нарезаемых колес. При модулях больше 6 мм или при числе зубьев меньше 15 необходимо применять способ одинарного деления. При модулях меньше 6 мм и при числе зубьев больше 15 выбор способа зависит от количества нарезаемых колес. Если экономия, получаемая от способа двойного деления, не окупается стоимостью изготовления специальных резцов, то нецелесообразно его применять. Чистовое нарезание зубьевЧистовое нарезание зубьев складывается из двух проходов. При вращении люльки с резцами вниз происходит получистовая обработка зуба с оставлением небольшого припуска (0,5—0,8 мм), который снимается во время чистового прохода при вращении люльки с резцами вверх. Это обеспечивает получение высокой чистоты обрабатываемой поверхности зуба. Схема чистового нарезания зуба приведена на рис. 41. 
Рис.41. Схема чистового нарезания зубьев.ОСНОВНЫЕ СВЕДЕНИЯ О ЗУБОСТРОГАЛЬНЫХ РЕЗЦАХРазличают зубострогальные резцы чистовые, черновые нормальные и черновые специальные, для нарезания по способу двойного деления. Форма резцов приведена на рис. 42. 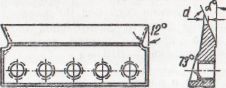
Рис. 42. Зубострогальный резец для нарезания прямозубого конического колеса.Чистовые зубострогальные резцы стандартизированы (ГОСТ 5392-50) и изготовляются четырех типов. Тип I предусмотрен для чистовой обработки конических колес с модулем от 0,3 мм до 3,25 мм; тип II — с модулем от 0,5 до 5,5 мм; тип III — с модулем от 1 до 10 мм; тип IV — с модулем от 3 до 20 мм. Черновые резцы имеют угол зацепления а = 15°; или а= 14,5°; и ширину d, равную ширине носка чистового резца с углом зацепления а = 20°, соответствующего модуля. В большинстве случаев при отсутствии резцов задаваемого модуля можно пользоваться резцами ближайшего модуля при соблюдении следующих условий: а) длина режущей кромки должна быть несколько больше высоты зуба у широкого конца; б) ширина носка d должна быть меньше ширины дна впадины у узкого конца зуба и больше половины ширины дна впадины у широкого конца. Для нормального зуба это условие выдерживается, если: 0,45 m > d > 0,35 m для а = 20°, 0,6 m > d > 0,45 m для а=15°, где m — модуль. При длине зуба b нарезаемого колеса больше 1/3 конусного расстояния L ширина носка d определяется по формуле: где h" — высота ножки зуба у широкой стороны. ОПИСАНИЕ ПОЛУАВТОМАТА МОДЕЛИ 526Техническая характеристика станка1. Наибольший нарезаемый модуль m — 8 мм. 2. Наибольшая длина образующей делительного конуса 305 мм. |
Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
франшиза рекламного агентства
|