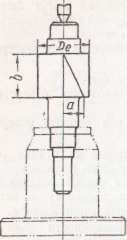
Правильность наклона винтовой линии определяется по формуле: где а и b — катеты треугольника (рис. 19) измеряются тонкой стальной линейкой с точностью до 0,3—0,5 мм;
Если полученное по формуле значение угла бетта отличается от заданного не более, чем на ± 20', то сменные колеса гитары дифференциала можно считать правильно подобранными. Проверка гитары скоростей и подач должна быть проведена с точки зрения соответствия настройки требуемому числу оборотов фрезы и подаче. Установка глубины фрезерования и выбор количества переходов. Установка глубины фрезерования обычно осуществляется следующим образом. 1. Подводят супорт с фрезой до положения фрезы против заготовки. 2. Пускают станок и перемещают стол или колонну до момента соприкасания зубьев фрезы с поверхностью заготовки. Фиксируют полученное на лимбе ходового винта или на линейке положение. 3. Поднимают супорт с фрезой над заготовкой, не нарушая полученного положения стола или колонны, и перемещают вручную стол с заготовкой или колонну с фрезой на глубину фрезерования. При работе в один проход глубина фрезерования равна полной высоте зуба. Величину перемещения определяют с помощью градуированного лимба, связанного с ходовым винтом стола, или при помощи линейки. Супорт с фрезой опускают вручную к заготовке так, чтобы между фрезой и заготовкой оставался незначительный зазор, после чего включают автоматическую подачу. При выборе числа проходов при обработке цилиндрических колес червячными фрезами не выше 2 класса точности рекомендуется пользоваться следующими правилами: зубчатые колеса с модулем m<З мм следует нарезать за один проход; зубчатые колеса с 3 < m < 6 мм — в 2 прохода — предварительный и окончательный; зубчатые колеса с m > 8 мм рекомендуется нарезать в три прохода — два предварительных и 1 окончательный. На чистовой проход обычно оставляют 0,1—0,2 полной высоты зуба. ОСНОВНЫЕ СВЕДЕНИЯ О ЧЕРВЯЧНЫХ ФРЕЗАХЧервячные модульные фрезы применяются для чернового и чистового нарезания цилиндрических и червячных зубчатых колес. Черновые червячные фрезы для повышения производительности выполняются обычно двух- или трехзаходными, однако имеются конструкции с 4, 5 и 6 заходами. Угол подъема винтовой линии по среднему диаметру не должен превышать 10 градусов При угле ляьбда < 10 градусов габаритные размеры этих фрез принимаются по ГОСТ 3346-46. Чистовые червячные фрезы обычно выполняются одно-заходными. Степень требуемой точности нарезаемых колес предопределяет класс точности червячной фрезы. Для изготовления зубчатых колес 2-го класса точности применяются фрезы 1-го класса точности. Для изготовления зубчатых колес 3-го класса точности модуля от 1 до 20 мм применяются фрезы класса Л (ГОСТ 3346-46). Для изготовления зубчатых колес 4-го класса точности модуля от 1 до 20 мм применяются фрезы класса В (ГОСТ 3346-46). Для изготовления зубчатых колес ниже 4-го класса точности модуля от 1 до 20 мм применяются фрезы класса С (ГОСТ 3346-46). |
 (27)
(27) — диаметр делительной окружности нарезаемой заготовки;
— диаметр делительной окружности нарезаемой заготовки;
 — наружный диаметр заготовки.
— наружный диаметр заготовки.Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
продвижение в воронеже
|