|
Перед установкой нарезаемой заготовки центрирующая часть приспособления и опорная поверхность, на которую опираются базовые торцы заготовки, проверяются на радиальное и торцевое биение, величина которых в обоих случаях не должна превышать 0,02 мм для колес второго класса точности. Эти проверки для точных и крупногабаритных колес следует производить перед установкой каждой заготовки, а для мелких и средних неответственных передач — не реже двух раз в смену. Установленная на станке заготовка проверяется на радиальное и торцевое биение. Для особо точных и крупногабаритных колес, а также для валковых шестерен производится проверка на отклонение образующей. Допустимые величины радиального биения окружности выступов и торцевого биения заготовки приведены в таблице 14. 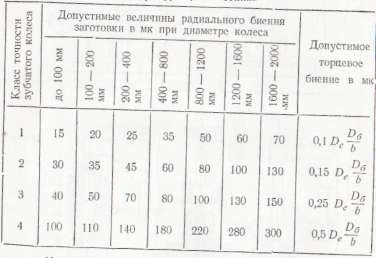
Примечание. Причинами радиального биения заготовки могут быть: а) эксцентричность посадочного отверстия с поверхностью заготовки, на которой будут нарезаны зубья; б) несовпадение оси посадочного отверстия с осью вращения стола. Причинами торцевого биения могут быть: а) неперпендикулярность оси посадочного отверстия базовому торцу заготовки; б) попадание грязи или стружки под опорную поверхность заготовки. При установке и закреплении заготовки на станке рекомендуется руководствоваться следующими правилами: 1. Расстояние от места приложения усилий резания до опорных поверхностей, прижимающих заготовку к установочному приспособлению, должно быть минимальным. 2. Все центрирующие и опорные поверхности должны быть очищены перед установкой от грязи и стружки. 3. Не допускаются зазоры в местах зажима между заготовкой и приспособлением. 4. Не допускаются деформации при зажиме заготовки, что должно быть обеспечено соответствующим креплением. 5. После закрепления необходимо проверить заготовку на радиальное и торцевое биение. Проверка правильности настройки гитар станка. Для проверки правильности подбора сменных колес делительной гитары подводят заготовку к фрезе до момента их соприкасания при включенной делительной цепи и выключенной цепи подач. При правильном подборе сменных колес количество меток на заготовке, оставленных фрезой, должно равняться числу зубьев. Для проверки правильности подбора сменных колес дифференциала поступают следующим образом. На фрезерном супорте закрепляют кронштейн, в котором устанавливают чертилку. Подводят чертилку к верхней точке заготовки и включают быстрое перемещение супорта при неподвижном столе. В результате этого чертилка нацарапает на заготовке вертикальную риску (рис. 19). Для получения наклонной линии (рис. 19) включают гитару дифференциала и деления. Деталь получает необходимое вращательное движение. После этого включают подачу супорта. В результате этих движений чертилка нацарапает на детали наклонную риску. |
 — диаметр окружности выступов нарезаемого колеса в мм;
— диаметр окружности выступов нарезаемого колеса в мм;
 — диаметр окружности, по которой проверяется биение в мм; b — рабочая ширина венца зубчатого колеса в мм.
— диаметр окружности, по которой проверяется биение в мм; b — рабочая ширина венца зубчатого колеса в мм.Наши услуги:
- восстановление изношенных деталей;
- цветной и нержавеющий прокат со склада в Ростове-на-Дону;
- механическая обработка металлов( токарные и фрезерные работы);
- изготовление валов,валков,подшипников скольжения,втулок(баббитовых,бронзовых,латунных,фторопластовых) и др. деталей по вашим чертежам или изделиям.

|
заказать сайт в ростове
|